If you want efficient plants for turning municipal, commercial and industrial waste into fuel, you first have to define the end product. Especially in the single-stage production of fluidised bed fractions for thermal processing in cement-kilns / calciners, it is vital that the shredding systems work, reliably and robustly around the clock – One single shredder that turns waste into a precious, defined fuel that we are more than entitled to call a ‘product’.


If you look closely at the profitability of the system, the shredder – as an almost stand-alone solution for this type of processing – becomes the centre of attention. Not only is a great amount of RDF produced during the machine’s lifetime, but costs are also accumulated. In addition to the proportional acquisition costs, wear and tear as well as energy and labour costs have to be considered. These directly influence the system’s profitability. If you total and divide these costs by the amount of the final product produced, you get the costs per ton (€/t). This figure is extremely important when judging the machine’s profitability.
Examining these costs further, you realise that it is all about ‘time’.
The costs per operating hour are directly related to the productivity i.e. the throughput per hour. Crucial are labour costs, machine downtime plus (although to a lesser extent), other factors that generate costs, such as the operating hours for additional equipment (loaders, belt conveyors etc.).
To get a more realistic picture Lindner commissioned a series of tests with two different shredding solutions at the prestigious Department of Environmental and Energy Process Engineering of the Montanuniversitaet in Leoben, Austria in May 2017. The University tested the single-stage process of turning different types of waste into fluidised bed fractions under standard conditions.
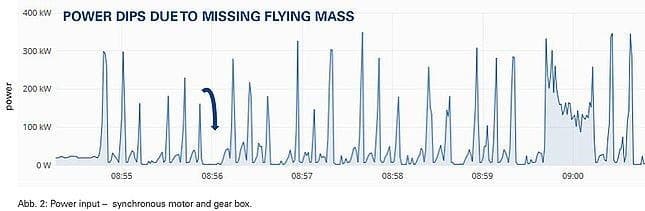
Focusing on typical untreated waste from commercial and industrial sectors, Lindner used a Polaris 2800 with a 2 x 132 kW, as a representative for the double belt drive and the asynchronous motor, and compared the machine with another comparable market solution regarding price and size with a 2 x 113 kW synchronous motor and gear box.
Depending on the selected material, the Lindner machine with its 20% higher connected load was able to produce an hourly output that was up to 2 times higher than the other machine.
To understand this result better, we have to check the input power of the two shredders over a certain period of time.
Untreated waste, in particular, often contains materials that are more difficult to process. This means that very often the required power is higher over a short period of time and the double belt drive shows all of its power. The double belt drive works just like an excessively large flying mass that functions as a rechargeable battery. If the shredder in operation is not fully utilised, the mass charges itself and is then able to compensate when load peaks occur. Thanks to this excess power the machine can continually shred even difficult material with a high throughput.
In contrast, the machine held in comparison to the Polaris had an extremely irregular power input with frequent power dips. As it lacked the excess power generated by the double belt drive, this machine experienced power dips and almost stopped working altogether, especially when shredding tough materials. Precious minutes are lost when the cutting rotor has to start anew or reverse. In total this means a lower throughput per hour. As was demonstrated by the practical test, , the Polaris can produce up to double the amount compared to the other machine in the same time with the double belt drive.
Moreover, the combined synchronous motor and gear box without any excess power from the double belt drive often reach their performance limits. For the profitability of the system this higher and irregular load means that the singular machine components are put under more stress. This in turn can negatively impact the life, wear and tear and therefore profitability of the system in the long run.
So, if we summarise the results, it becomes quite clear which one of the two machines is the more profitable investment.

Peter Seppele Gesellschaft m.b.H. uses newspapers to produce the premium product Thermofloc at its Feistritz premises. And the Lindner Recyclingtech single shaft shredder Micromat 2000 has proven to be the ideal technology to guarantee the high-quality results needed. The stationary machine shreds four to six tons of single-origin newspapers per hour to a grain size of less than 60 millimetres

Today the family-run business is in its fourth generation with three sites in Carinthia, with approximately 195 employees and around € 38 million annual sales, Seppele operates three Lindner shredders, including the Micromat 2000 single shaft shredder for Thermofloc production. The stationary tried-and-tested machine by Lindner Recyclingtech has proven to be the ideal shredding solution for turning single-origin newspapers into high-class cellulose insulation material.
‘It’s all about preserving resources.’
Founded as a transportation company in 1929, the Peter Seppele Gesellschaft m.b.H. has been in the waste management sector since 1971 and has contributed to new ways of thinking in the industry. Peter Seppele’s father – who shares the same name as his son – ran the business until nine years ago and was the head of the company for more than 40 years; he continues to be held in high regard by the Austrian waste management industry as an environmental pioneer. ‘It’s all about preserving resources,’ is Peter Seppele’s summary of his company’s philosophy. ‘That’s what motivates us every single day: we avoid waste and collect the by-products of our customers’ manufacturing processes as soon as possible to turn them into something useful.’
It was in 1996 that the production and sale of Thermofloc started, the cellulose insulation material made of shredded newspapers. And since 1998 the company has also produced impact sound insulation material from paper pallets and turned wood pellets into fuel.

From inspecting the incoming goods to the final product the material used to produce insulation material is bought by type on the open market and is mostly transported to the facility by lorry from Italy. According to Thermofloc division manager Mag. Heimo Krainer’s description of the production process, after inspection upon arrival, the newspapers are temporarily put into storage. The newspaper bundles are then taken from the temporary storage by forklift, cut open by Seppele workers, checked and fed into the Micromat by conveyor belt – a chain conveyor – and shredded to a grain size of less than 60 millimetres. Subsequently, the material is fed into fibre grinders and mixed with additional components in the drying process. The final product is loose cellulose insulation material ready for use, which only has to be packed and is then ready for sale. At Seppele, that task is done by robots.
Thermofloc is approved for use throughout Europe and is currently sold in 18 countries. It’s a natureplus-certified recycled product which insulates buildings perfectly. Applied by machine using the Thermablow method, it is easy to create waste-free cavity wall or spray-on insulation for roofs, floors and walls.
Lives up to expectations
The Lindner Micromat 2000’s shredding performance is crucial to meeting the quality standards of a premium product. As Heimo Krainer agrees. Why did Seppele decide to buy this machine from Lindner? ‘Because, compared to other machines, this was the one that lived up to our expectations.’
The shredder runs continuous shifts around the clock, and normally does so seven days a week. The throughput stands at four to six tons of newspapers an hour and the wear and tear on the knives and counter knives is minimal according to the specifications. So far, the company is happy with the standard machine with standard components. And as they say, “the knives are a perfect blend of rigidity and flexibility”.
In practice, the hydraulic maintenance flap to quickly remove foreign parts and access the rotor has proven just as valuable as the movable screen system to unproblematically replace the screen and internal ram system, guaranteeing higher filling volumes and avoiding unnecessary material leakage. The company can perform 80 % of all maintenance work themselves; the Lindner service team is only called if something needs to be replaced – and that hardly ever happens at Seppele.
In terms of energy consumption, CEO Peter Seppele and Thermofloc division manager Heimo Krainer cannot give any specific numbers, but they rely on their long-term experience as a customer: in general, they know that Lindner manufactures cost-efficient machines in all aspects and is always a market pioneer in terms of developing innovative drive concepts. Our visit to the Seppele company ended with personal anecdotes about a stray old car door and obsolete shilling bank notes which had to be shredded and repurposed after Austria adopted the Euro. But that’s another story altogether…
Get in touch
"*" indicates required fields


